Valve Repair Specialists Since 1975
Servo Valve &
Proportional Valve
Repair Specialists.
Independent repair facility for servo valves, proportional valves, servo drives, and electronic control systems. In operation since 1975, serving industrial and manufacturing customers across the U.S.
What We Do
Expert Services
For Your Valve Needs
Repair, rebuild, and testing services for servo and proportional valves, servo drives, and electronic controls. Standard and expedited turnaround available.

Valve Repairs
Expert repair, rebuild, and sales of servo & proportional valves. We support discontinued and hard-to-find models most shops can't handle.
Explore Valve Services
Electronic Repair
Drives, controllers, and amplifiers serviced to OEM standards or better. CANbus, PROFIBUS, and EtherCAT protocol support.
Request Electronics Quote
Custom Solutions
Retrofitting, system design, and engineering consultation available for non-standard applications and legacy system upgrades.
Discover Custom Solutions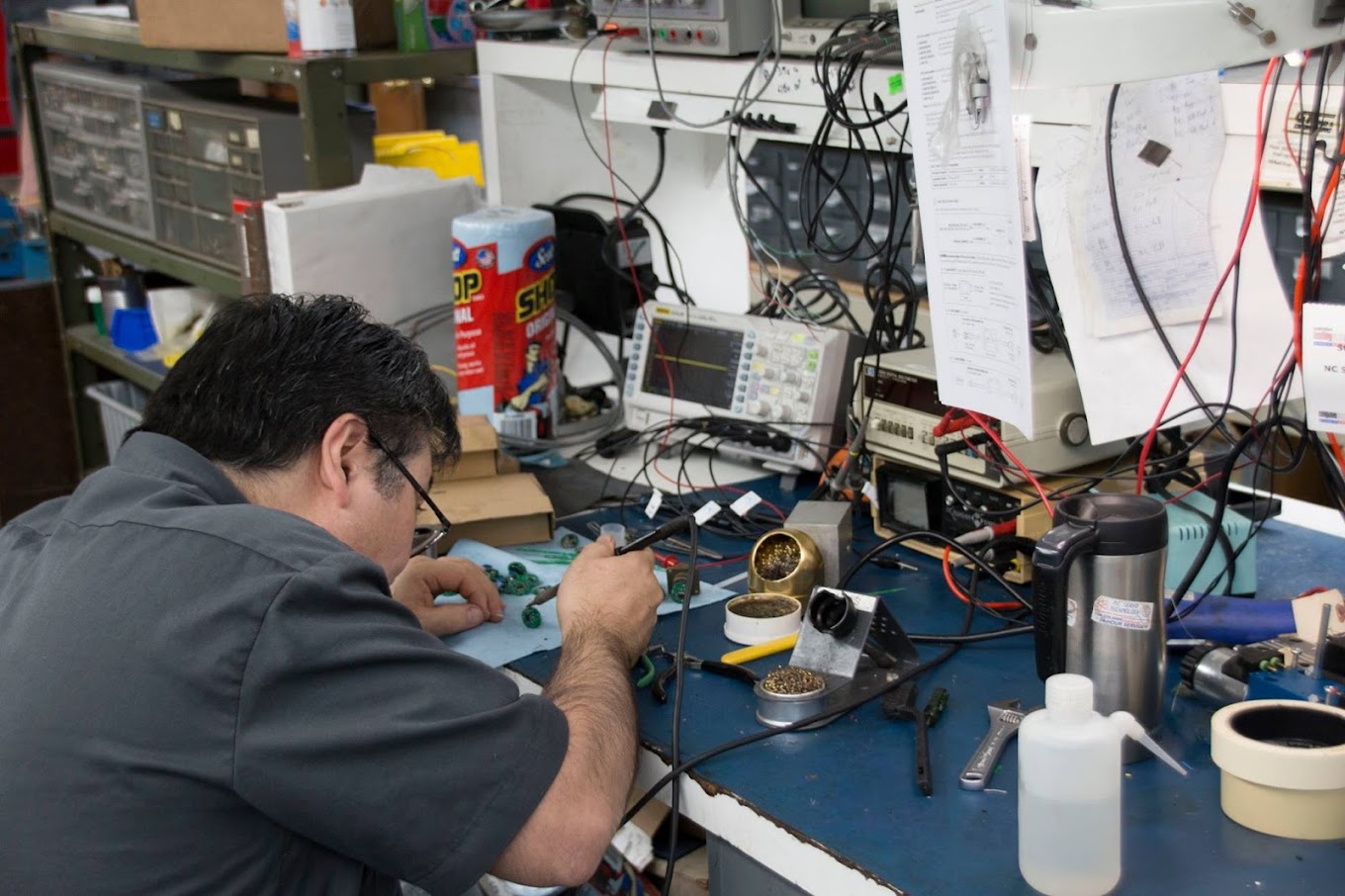
Why NC Servo
Five Decades of
Hands-On Repair
Independent of all OEMs. We have no affiliation with any manufacturer, which means no agenda — only objective repair work backed by 50 years of hands-on experience with these systems.
-
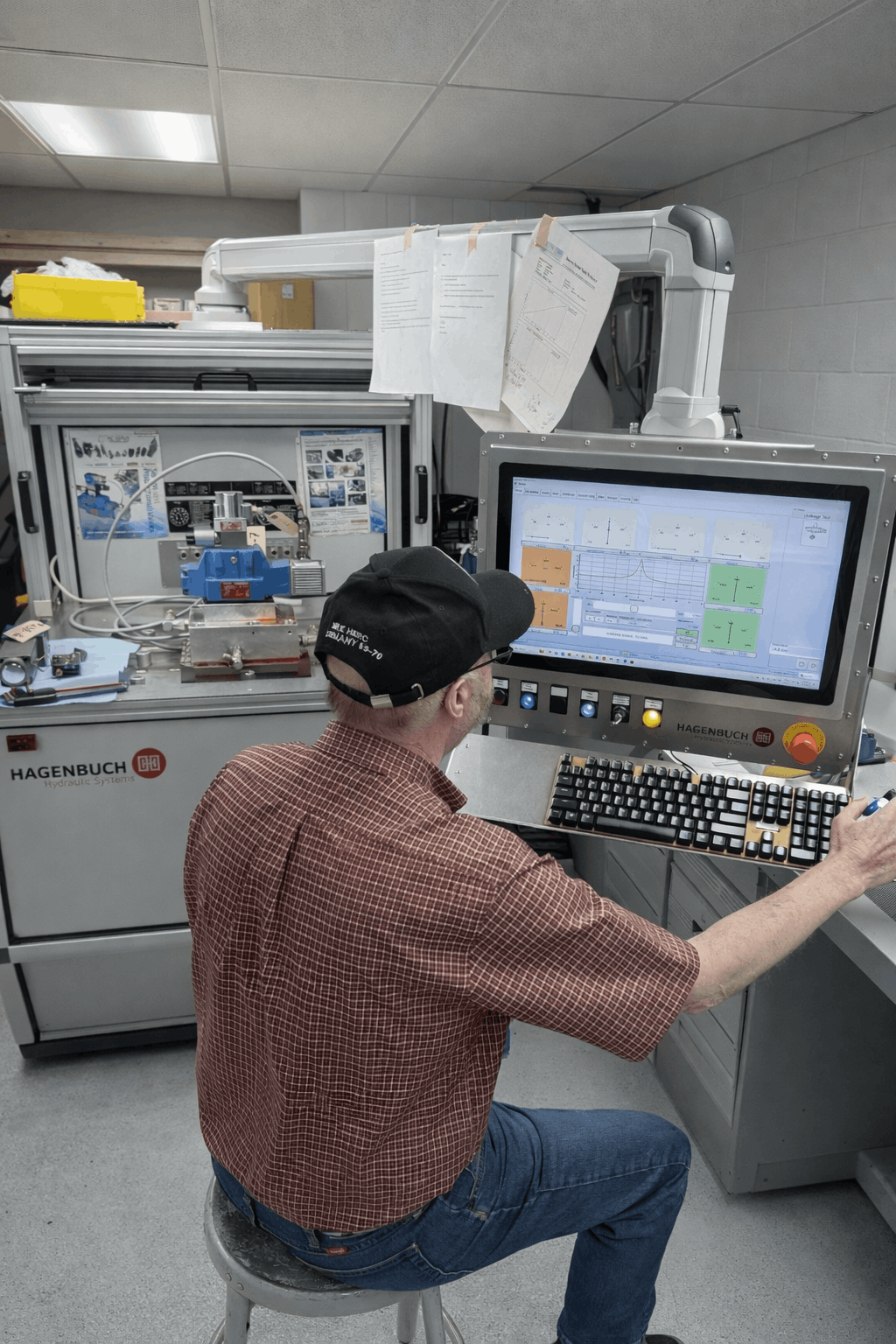
Advanced In-House Testing
13 dedicated test stands including a Hagenbuch Proportional Test Stand. Industry-standard fluids: Mobil DTE Lite, MIL-5606, and Skydrol.
-
Transparent & Detailed Results
Every repaired valve is tested before shipment. Performance graphs and detailed failure reports are available upon request for each unit we service.
-
We Fix Valves the Manufacturer Won't
Many OEMs discontinue service on older models after a certain point — no parts, no repair support. We maintain inventory on discontinued models and have been servicing obsolete valves for decades. If the manufacturer no longer supports it, we likely still do.
-
Fast Turnaround
Standard, expedited, and 24-hour rush turnaround available. Contact us with your model number and we will provide lead time and pricing directly.
See Us In Action
Advanced Digital
Protocol Servicing
Valves with integrated electronics operating on CANbus, PROFIBUS, or EtherCAT protocols require specialized handling. We have the equipment and experience to service these units.
Prior to any repair, we extract and store the valve's existing program. Following repair, the original parameters are reloaded and verified — the unit ships ready for installation without additional configuration.
Request a Quote
Customer Reviews
What Our Clients Say
In Stock & Ready
Browse Our Full Inventory
Over 19,000 valves and electronic controls in stock and ready to ship.

All Inventory
Over 19,000 valves and electronic controls in stock
Browse All
Valves
Moog, Bosch, Parker and more — rebuilt and ready
View Valves
Electronic Controls
Amplifiers, servo drives, and industrial electronics
View ElectronicsCan't find what you're looking for? Contact us about hard-to-find parts.
Request Special OrderWho We Service
Brands We Service
Servo & Proportional Valve Brands
Electronic Control Brands
Ready to Get Started?
Submit a repair request or contact us directly with your part number. We respond with lead time and pricing typically within one business day.